| Ljungsarps Verkstads AB (SE) | till pdf (to pdf in Swedish) | |
|
Video Clips here
AUTOMATIC COATING CELL PGC Trigger with Automatic Vertical |
|
|

|
Vi introducerar härmed PGC ACC, helautomatisk styrning av 2 pistolförare, samt triggning av 6 (option 8 eller flera) pistoler. Systemet som kan mera... Systemet mäter detaljernas dimensioner i längd, högsta och lägsta punkt, samt bredd på respektive sida av conveyorn med hög noggrannhet. I sprutboxen styr systemet positioneringen av 2 pistolförare i Z-led för att hålla lämpligt sprutavstånd. Systemet styr även pistolernas rörelser upp/ned automatiskt. Närhelst man önskar kan man skifta styrningen av positionering och/eller vertikalrörelse mellan automatik och programstyrning med ett tryck på respektive "knapp". Pistolerna triggas, dvs stängs automatisk i luckorna mellan detaljer, med programmerbar noggrannhet. Systemet kan dessutom positionera dörrar vid härdugnens öppningar, samt styra rengöringscykler, och kommunicerar då med pulverköket. |
|
| Bilden
ovan: i förgrunden syns mätstationen med horisontellt och vertikalt
monterade ljusridåer samt en detalj, hängande i conveyorn, på väg genom
stationen. I bakgrunden: PGC-systemet och plastboxen, konstruerad och
tillverkad på plats av Ljungsarps Verkstads skickliga och kreativa
konstruktörer. De har även tillverkat mätstationens stativ samt
den svängbara upphängningsanaordningen för PGC-systemet. Undre bilden: HMI-terminalens startsida. |
||
|
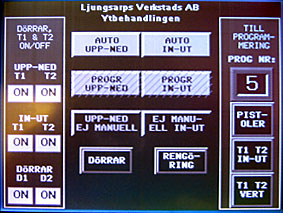
Bilden t v är ett foto av HMI-terminalens startsida: 1. Programstyrningen har först aktiverats för båda axlar (PROGR UPP-NED resp PROGR IN-UT). 2. Därefter har Autostyrningen aktiverats. Auto har prioritet över Programstyrning. Programstyrningen sätts då i Stand-by, knapparna streckas. 3. Vänstra Menyn: Pistolförarna T1 & T2 är startade, både i vertikalrörelser och positionering i Z-axeln och går nu i Auto. Även ugnsdörrarna styrs här automatiskt. 4. Om man önskar köra någon av rörelserna enligt ett (färdigt) program: välj Programnummer, tryck på AUTO-knappen i önskad axel så deaktiveras Auto och programmet tar över. 5. Knappen "DÖRRAR" går till en sida med manuellkörningsmöjlighet och inmatning i program med Teach in för ugnsdörrarna. |
|
|
Bilden ovan: Vänstra menyn är knappar för start/stopp av de olika rörelserna. I mitten är bl a knappar för val av 3 olika driftsätt. |
||
|
Till höger är knappar för att nå de programinställningar, som behövs
om man vill
använda Programstyrt driftsätt.
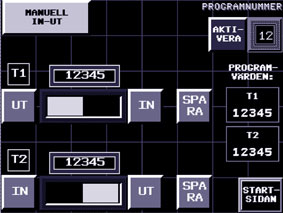
Vid tryck på [T1 T2 IN-UT] -knappen i högra menyn på ovanstående bild kommer man till sidan för Teach in-programmering av pistolförarnas positioner i Z-led, som visas härunder. |
||
|
Programmeringsförfarande: 1. Manuellt körsätt väljs, antingen här, eller på startsidan ovan. Då sätts T1 T2 IN-UT i OFF-läge. 2. Välj önskat programnummer. 3. T1 resp T2 körs in eller ut till önskade positioner, varpå knapparna SPARA trycks in. Härvid sparas dessa positioner i det valda programnummret. 4. När man vill använda dessa inställningar måste man trycka på AKTIVERA, samt gå tillbaka till startsidan, välja driftsätt PROGRAM och starta T1 o T2. Man kan nu skifta mellan AUTO och PROGRAM enligt behov. Anm.: Bilden t v är tagen från utvecklingsprogrammet för de grafiska terminalerna, den är alltså ej ett foto. Därav de konstiga siffervärdena och rutmönstret. |
|
| På liknande sätt kan man programmera in de övre och undre vändpunkterna för pistolförarnas vertikala rörelser. Programmeringsmetoden kallas "Teach in" (eller "inlärningsmetoden"). | ||

|
Den
ena av två pistolförare från PAB,
i serviceposition under en provkörning. Boxen visas här utan de undre sidoskydden. Pistolförarna är numera försedda med bl a kabelsläpkedjor. Positionssensorerna som används för att hålla reda på pistolförarnas lägen i sidled är beröringsfria, och därmed underhållsfria och i hög grad miljötåliga och driftsäkra. De båda pistolförarna har 900mm åksträcka i sidled och 2000mm vertikalslag. |
|